03.29.23
| 5 min read

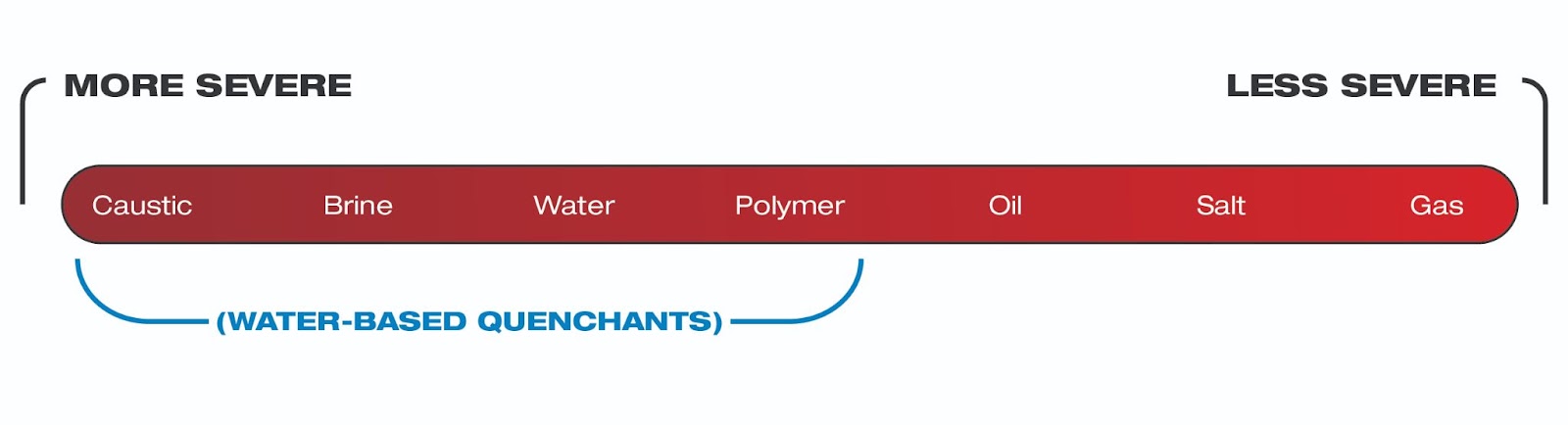
Water-based quenching is the most severe quenching method available in heat treating today and is widely used in the heavy truck industry and beyond to bring low-cost materials into spec for high-performance parts.
Water quenching is a widely used quenching method in which heated metal parts are rapidly cooled by immersing them in a liquid, water-based quenching media. This process is commonly used to improve the mechanical properties of parts, such as increasing their hardness and strength, by altering their microstructure. At Paulo, we specialize in water quenching using caustic soda, which is the most severe water-based quenching media that’s commercially available.
Water quenching can be executed with plain water, a suitable method for non-ferrous quenching. However, it can cause issues with non-ferrous material unless media such as brines, polymers, or caustic soda are mixed into the water.
The severity of the quenchant is related to how quickly the media can pull heat from the part. Caustic soda, or sodium hydroxide (NaOH), is the most severe water quenching media available. It pulls heat out of parts more quickly than other quenching media, making it an ideal choice for large parts that require a severe quench to achieve the desired hardness and strength.
The severity of the quench that’s best for your parts depends largely on part geometry, size, thickness, and hardenability of the material. Caustic soda allows you to push the limits of hardness in steel alloys, which makes it a popular choice for many applications that require high-performing, heavily loaded parts. Other industries that require an economical solution for high-performing parts can benefit from our water-based quenching process, as we can get low-hardenability alloys to perform similarly to more expensive engineered alloys.
For example, for a thin cross section (up to ¼ inch) of low-carbon, low-alloy material like 1018, water-based quenching can achieve Rockwell hardness in the mid-40s, which is astronomically high for that material. Or a 2-inch cross section of an alloy like 4320 with decent hardenability can fully harden out in a water-based quench, which may not be achievable with a non-water-based quenchant such as oil.
Water quenching can be used on a wide range of materials, including low-hardenability parts that require a severe quench to achieve the specified hardness. Carbon steel, low-alloy steel, and engineering alloys like 4320 are among the most common materials that we water quench. However, it’s best to avoid steels with carbon levels above 0.35% because they become prone to cracking during the water quenching process.
Geometry also matters when developing a part for water quenching. Due to the severe nature of a water-based quenching process, parts must be designed with crack mitigation in mind. Components with tight radii and changes in cross-section have an increased risk of something going wrong. If you water quench a fastener with threads, for example, it can remove the thread completely, leaving a smooth surface where the thread once was. Parts with tight radii have a higher risk of cracking during the quenching process.
Water-based quenching is a process that most often follows through hardening. Once a part reaches proper austenization, then it’s ready for quenching. At Paulo, we have the ability to water quench a variety of part sizes with several quenching tanks strategically placed alongside three different types of equipment.
Because water-based quench is the most severe quench option, you can generally process much larger parts than you would be able to using an oil quenchant. The exact specifications for the water quenching process varies depending on what heat treating process your parts go through prior to quenching. In other words, it’s defined by the specs of the furnaces.
| Batch Caustic | Continuous Belt Caustic | Salt Pot Caustic |
| Maximum Weight: 3,500-4,000 lbs | Maximum Length: 8 inches long | Working Zone: 54” long x 16”w x 32”h Maximum Weight: 500 lbs max |
When it comes to choosing the right commercial heat treater that will reliably bring your parts into spec and prepare them for heavy service, it’s important to choose a partner that has experience working with the processes you need. At Paulo, we have years of experience in water quenching and can ensure that your parts are treated with the highest level of quality and care. Our water quenching processes are designed to achieve optimal hardness and strength while minimizing the risk of cracking or other issues. To learn more about our water quenching capabilities for your next project, reach out to a Paulo expert.

