10.24.23
| 6 min read

Charpy performance is critical when it comes to extending the lifetime of your parts, especially high pressure die casting tools. Heat treating directly influences impact performance and it’s important to understand which techniques can be used to promote longevity and reduce the high cost of cracking tooling.
In this article we walk you through the Charpy test and heat treating basics, and why quench rate might be the most important consideration for your parts.
The Charpy impact test is a standardized method of measuring the toughness or impact resistance of materials, particularly steel alloys that will be exposed to sudden impact under extreme conditions. There are many different variations of this test, the Charpy V-notch test being the designated method for materials that make up high pressure die cast tooling. Charpy performance is an important metric that’s a critical consideration for industries including Tool & Die where parts are required to perform in exceedingly high or low temperatures.
This performance test is named after Georges Charpy, a prominent French scientist and metallurgist who worked in the late 19th and early 20th centuries. In 1901, Charpy introduced the concept of impact testing as a means to evaluate the ductility and toughness of materials, particularly metals. His work was focused on understanding how materials responded to sudden impact loads.
Charpy published a paper titled “On the Resistance of Materials Under Repeated Shocks” in the “Comptes Rendus de l’Académie des Sciences,” where he described his method for conducting impact tests using a pendulum apparatus.
Over time, various organizations, such as ASTM International and the International Organization for Standardization (ISO), developed standardized procedures for conducting Charpy impact tests. These standards specified the dimensions of the test specimens, the notching techniques, and the testing apparatus, ensuring consistency in test procedures across different laboratories and industries.
Sample Preparation: A small rectangular sample with a machined V-notched is produced from the material being tested. The dimensions and notch geometry are standardized according to industry-specific standards (e.g., ASTM or ISO standards).
Test Temperature: The specimen is usually cooled to a specific temperature, which may be room temperature, a sub-zero temperature, or an elevated temperature, depending on the material and its intended application.
Test Apparatus: The specimen is securely clamped in a pendulum-type impact testing machine. This machine consists of a swinging pendulum with a heavy hammer at the end.
Impact: The pendulum is released, and the hammer strikes the notched specimen, causing it to fracture. The amount of energy absorbed by the specimen during fracture is measured in joules or foot-pounds.
Measurement: The machine measures the height to which the pendulum swings upward after impact. This height, along with the mass of the pendulum and other parameters, is used to calculate the energy absorbed by the specimen.
There is a direct relationship between heat treating and impact performance. When it comes to high pressure die cast tooling, increased hardness resulting from heat treating will drop the fracture toughness, but higher quench rates will increase fracture toughness. The Nadca 207 specification outlines specific requirements for fracture energy. For example, a Nadca Grade B material such as H13 must have an average of 8 ft-lb on the Charpy with no reading below 6 ft-lb.
Through hardening, also known as full hardening or complete hardening, is a heat treatment process used to uniformly increase the hardness and strength of a material throughout its entire cross-section. This process is commonly applied to various metals, especially steel alloys, to improve their mechanical properties. Rapid quenching is then used to bring the fracture toughness into spec.
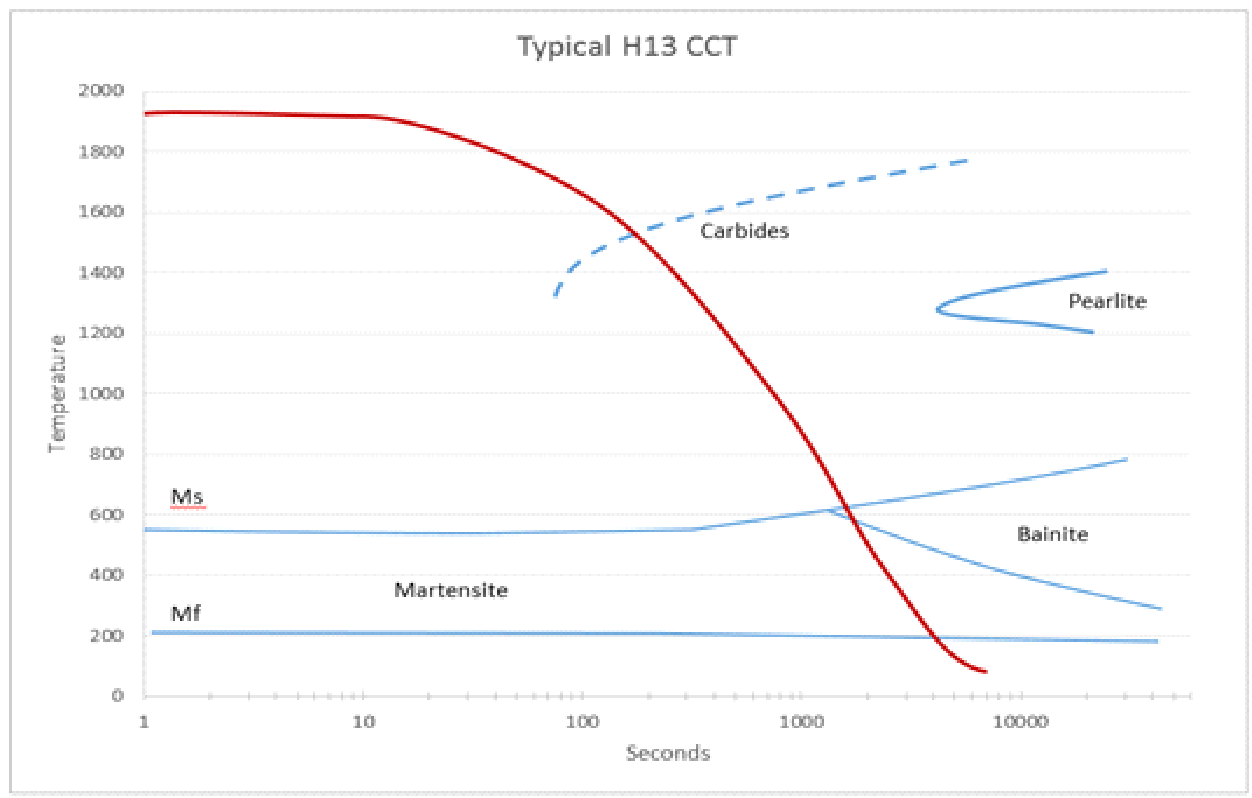
Within the heat treating process, there are a lot of factors at play that can affect the outcome for parts, but quench rate generally has the largest impact outside the target hardness of the tool. When Charpy performance is a high priority, the rate at which you cool parts needs to be considered. The quench rate can significantly alter the material’s microstructure. Faster quenching rates can be used to maximize the formation of martensite, or increase the material’s hardness while minimizing the formation of grain boundary carbides.
As part of an initiative to turn research into action, the North American Die Casting Association, Nadca, partnered with multiple steel producers and heat treaters to determine which aspects of the heat treating process influenced Charpy performance. Tests were performed using various facilities and furnace sizes to heat treat regular production tooling, which were then evaluated for their Charpy performance scores. Alongside Nadca’s study, Paulo analyzed hundreds of customer data points and concluded that quench rate is one of the most important factors for improving Charpy performance. Other factors, such as furnace size had little to no significant effect.
Analyzing the study’s findings alongside our own customer data, relationships were noted between quench rate and Charpy performance. Due to these relationships, the most severe quench rates are used for water jacket dies—dies that have space between the cylinder liner and block for coolant to flow. Suppressing the grain boundary carbide enough to achieve the corrosion resistance required for these dies can only be done in a smaller vacuum furnaces.
This study emphasizes the need for careful consideration when selecting a heat treating partner. Not all heat treaters have the expertise and equipment necessary to control the quench rate effectively. Choosing a reputable heat treating provider like Paulo ensures that your materials receive the precise treatment required for optimal Charpy performance.
Collaborating with a knowledgeable and experienced heat treater is paramount to reducing die cast tooling failure. At Paulo, our metallurgists have decades of experience working with tooling manufacturers and industry leaders to develop processes that you can trust will bring your dies into spec and ready for production.
Have questions about quenching your parts? Reach out to a paulo expert.

