02.20.18
| 4 min read

Tool steels are unsung heroes, indirectly touching almost every aspect of modern life. Many of the everyday objects we encounter are punched, pressed, formed, drawn or molded using tool steels that must be stronger, tougher and harder than the items they help create.
Over the years, metallurgists have tweaked alloy steel formulas to meet specific needs or working conditions. As a result, dozens of tool steel types exist.

The specific properties of S7, D2 and A2 tool steels, which are among the most popular in industrial and manufacturing applications today, are discussed in further detail below. However, the AISI/SAE tool steel code categorizes tool steels based on basic application and material characteristics.
Additional material, processing and application information for a wide range of tool steel types is available here.
S7 tool steel is a versatile formulation suitable for both cold and hot work service. It has a relatively low carbon concentration compared to D2 and A2 steels (0.45 – 0.55%) and significantly less chromium (3.00 – 3.50%). It features excellent impact and shock resistance and decent resistance to softening at high temperatures. S7 is comparatively less resistant to wear but is very tough. It resists distortion during heat treatment well.
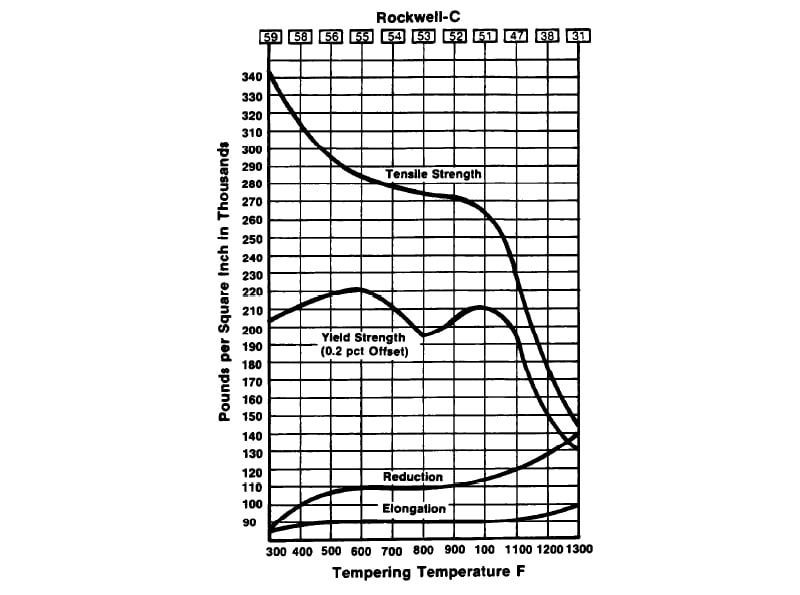
It is the softest of the steel formulations compared in this article, achieving a typical working hardness range between 48 – 58 HRC. Its “sweet spot” hardness is 54 – 56 HRC and a yield strength of 235 ksi at a 500-degree Fahrenheit temper. At those levels it achieves a good balance of strength and ductility.
S7 tool steel properties make it a preferred type for riveting, notching, blanking cold forming and bending dies; bull riveters, concrete breakers, dowels, drill plates and hubs.
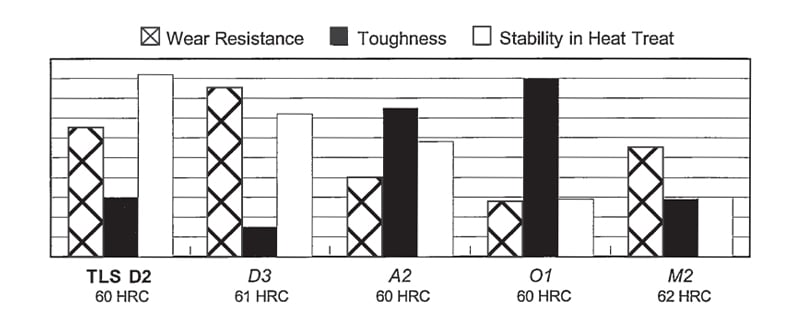
This air-hardening, cold work formulation features very high concentrations of carbon and chromium (1.40 – 1.60% and 11.00 – 13.00%, respectively). It’s highly wear-resistant and the high concentration of chromium imparts mild corrosion resistance.
D2 is less tough than S7 and A2 tool steels but features decent stability during heat treatment. It is hard to machine and grind and offers medium to high resistance to softening when used at high temperatures. D2 can reach an approximate tempered hardness range between 54 – 61 HRC and features an approximate compressive yield strength of around 275 ksi to around 319 ksi as hardness increases.
D2 tool steel is often used to make blanking dies, cold forming dies, stamping dies, slitters, punches, trim dies and thread rolling dies for applications when exceptional toughness is not necessary.
A2 is also an air-hardening tool steel but includes less than half the chromium (4.75 – 5.50%) and a bit less carbon (0.95 – 1.05%) than D2. It’s highly wear-resistant and moderately tough. Like D2, it is incredibly resistant to distortion during heat treating and is moderately machinable and grindable.
Popular hardness ranges for A2 run between 57 – 62 HRC with a yield strength range between 185 ksi – 230 ksi.
This formulation is commonly found in coining, extrusion, trimming, thread roller and large blanking dies; long punches, rolls, master hubs, mandrels, shear blades, slitters and precision tools.
S7, D2 and A2 tool steels are usually always through hardened in vacuum furnaces to preserve clean, smooth surface profiles.
Proper heat treatment is vital to tool steel performance. Without it, critical industrial tools like punches, forms, blanks or shears could not successfully perform their repetitive work.
We take a diagnostic approach when someone comes to us with a tool steel challenge. Our metallurgists, who are well-versed in S7, D2, A2 and other tool steel properties, ask a lot of questions, including:
We can help diagnose the problem based on what we learn. You may need a slight design change. You may need to use a different tool steel with tolerances that better match your application. You may need to consider alternate manufacturing processes. Whatever the case, we’ll guide you.
That’s because our mission is to deliver superior part quality while adding value to your operation. Our introductory guide to heat treating can help you learn more about how we achieve that mission. If you have more questions about how to address a tool steel challenge at your facility, contact us now.

