05.17.18
| 4 min read

Case hardening is a critical thermal process that results in hard, wear-resistant part surfaces while maintaining soft, ductile cores.
We use or interact with these case-hardened parts every day. Gears, drive shafts, screws and other fasteners—if a part is subject to torque loads, there’s a good chance it was case hardened.
Measuring the depth of a part’s case after treatment helps determine whether the part will perform as designed. As stated in the SAE J423 standard, there are two types of case depth: Total and effective. Each tells us something unique, and they should not be used or specified interchangeably.

Total case depth is the total distance carbon, nitrogen or both have diffused inward from the surface of the part. It can be observed under a microscope as the distance from the surface to where you cannot clearly distinguish between the part’s outer case and its inner core. Measuring total case depth is typically specified for parts requiring thinner cases.
Effective case depth is the distance inward from a part’s surface to a specific hardness. It’s meant to measure whether an intended hardness has penetrated to the correct depth as determined by a part’s design engineer. Effective case depth is typically specified for critical jobs where defining a part’s hardness and changes in its chemistry are required.
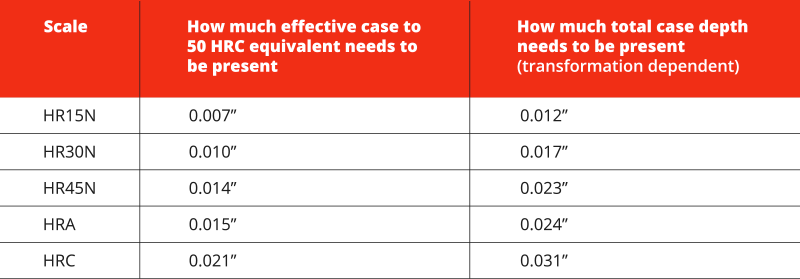
For effective case depth, the specified hardness is most often equivalent to 50 or 52 HRC. We explain hardness scales and measurement methods in greater detail here.
Process control during case hardening is critical, especially for parts with thin sections or irregular shapes. Such parts are at risk of “through casing,” meaning the part becomes all case and no core. Sapped of any ductility, through cased parts are very hard but very brittle and break easily. Case hardening treatments should be carefully specified so a part can perform in its intended application without risk of failure.
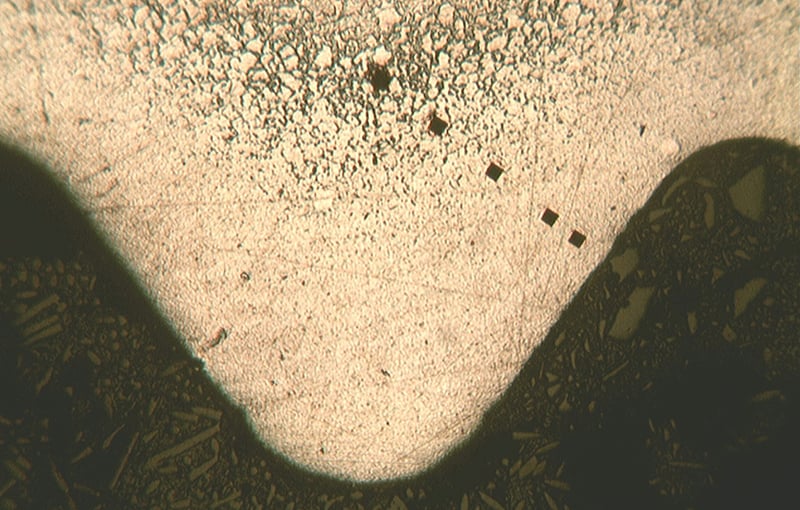
Total case depth is usually measured visually by examining a part’s cross section under handheld microscopes. Applying acid to the cross section prior to measurement creates the visual contrast humans need to be able to distinguish the part’s case from its core.
At Paulo, we use digital cameras to aid our visual examination of treated parts.
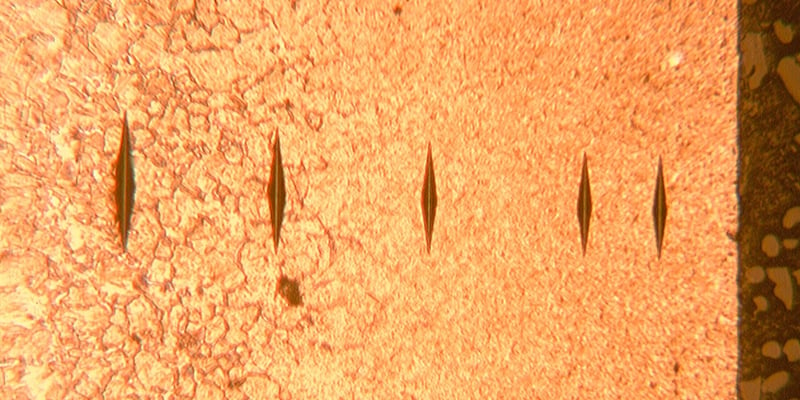
Microhardness testing methods are used to determine effective case depth. A series of indentations are made on a part surface until a specified hardness is reported. Then, the distance from the surface of the part inward to that hardness level is measured.
It’s important to pay attention to how a sample part is prepared prior to total or effective case depth measurement. Invalid measurements can result if:
For case hardened parts, the part’s end use dictates which heat treatment process and case depth measurement is specified.
Typically, effective case depth is the preferred specified case depth for high-performance metals. These higher-alloy parts are already more expensive, so ensuring quality and limiting the risk of failure requires the more precise and informative case depth measurement.
In addition, effective case depth is preferred on any safety-critical parts such as those commonly found in automotive or aerospace applications.
Total case depth is commonly specified for non-safety critical parts where a hard surface and ductile core are still desired, but the design requirements aren’t as rigorous.
Paulo has completed case hardening for critical parts in the automotive, aerospace and industrial sectors. That requires the latest heat treating equipment coupled with superior quality systems.
If you think your business could benefit from our expertise, let’s connect to discuss a future project. Or, continue your research by reading our guide to outsourcing heat treatment. In it, you’ll learn about how outsourced heat treatment cuts costs, reduces administrative burdens and lets you focus on your core business.

